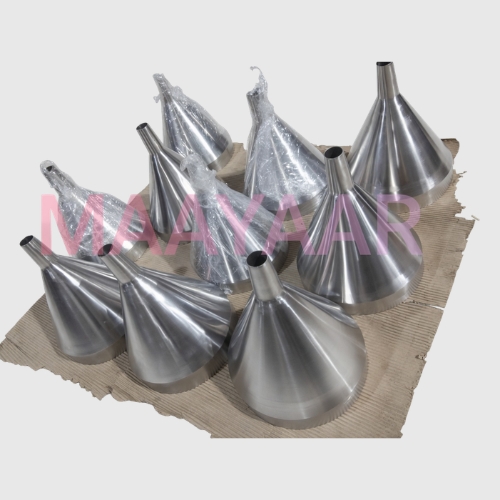
Customized Hoppers
The Customized Hoppers are specially engineered material storage and transfer solutions designed to meet specific industrial requirements for handling, storing, and dispensing bulk materials, powders, granules, liquids, and industrial components. Manufactured with precision and high-quality materials, these hoppers are customized according to application needs, capacity requirements, dimensions, discharge systems, and material compatibility. They are widely used in manufacturing industries, food processing units, pharmaceutical plants, chemical industries, construction sectors, and material handling facilities where efficient and controlled material flow is essential.
Engineered for superior performance and operational efficiency, Customized Hoppers are built to handle demanding industrial environments while ensuring smooth storage, loading, and unloading of materials. Whether designed for powders, chemicals, grains, liquids, or heavy industrial materials, these hoppers provide optimized flow control to prevent material blockage, overflow, or wastage. Their robust construction ensures excellent structural stability and long-lasting durability even under continuous industrial usage.
Another significant advantage of Customized Hoppers is their flexibility in design and functionality. These hoppers can be tailored in various shapes, sizes, material grades, discharge mechanisms, and mounting systems according to operational requirements. Features such as wheels for mobility, customized outlet sizes, control valves, reinforced frames, and specialized coatings can be added to improve usability and performance. This customization ensures seamless integration into existing industrial systems and workflows.
With industries increasingly focusing on productivity, safety, and material handling efficiency, Customized Hoppers have become an essential solution for optimized storage and transfer operations. Their strong build quality, versatile design options, corrosion resistance, and reliable functionality make them a practical and cost-effective choice for long-term industrial applications.

Key Features & Benefits
-
Fully Customizable Design:
Designed according to specific industrial requirements, customized hoppers can be manufactured in different sizes, capacities, shapes, and configurations to match operational needs.
-
Heavy-Duty Construction:
Manufactured using high-quality stainless steel, mild steel, or other durable materials, ensuring excellent strength, stability, and long-term performance in industrial environments.
-
Efficient Material Flow System:
Engineered for smooth loading and unloading, the hopper design minimizes clogging, overflow, and material wastage while ensuring consistent flow control.
-
Corrosion & Wear Resistance:
Optional protective coatings and corrosion-resistant materials ensure reliable performance in harsh industrial and chemical handling environments.
-
Flexible Discharge Options:
Can be customized with manual, gravity-based, pneumatic, or controlled discharge systems to improve operational efficiency and material handling precision.
-
Easy Maintenance & Cleaning:
Designed for convenient cleaning and low maintenance, ensuring hygienic operations in food, pharmaceutical, and industrial applications.
-
Enhanced Productivity & Safety:
Reduces manual handling effort, improves material transfer speed, and supports safer workplace operations by minimizing spillage and handling risks.
-
Wide Range of Industrial Applications:
Suitable for food processing plants, chemical industries, pharmaceutical units, construction sectors, warehouses, manufacturing facilities, and bulk material handling systems.